
Công cụ hỗ trợ này đôi lúc cũng phát sinh nhiều vấn đề rắc rối làm ảnh hưởng đến tiến trình cắt khắc laser mà bạn không hiểu nguyên nhân do đâu và nên làm thế nào để khắc phục.

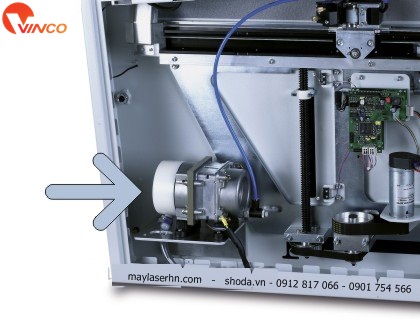
Mặc dù không phải là bộ phận chính máy laser, nhưng hệ thống trợ khí (Air Assist System) cũng quan trọng không kém vì nó giúp cho quá trình cắt khắc laser được tiến hành suông sẻ, thuận lợi. Tuy nhiên, công cụ hỗ trợ này đôi lúc cũng phát sinh nhiều vấn đề rắc rối làm ảnh hưởng đến tiến trình cắt khắc laser mà bạn không hiểu nguyên nhân do đâu và nên làm thế nào để khắc phục. Sau đây, chúng tôi xin đưa ra một vài trường hợp rủi ro thường gặp đối với hệ thống thoát khí, và một số hướng giải quyết thích hợp chomáy laser XY cụ thể là những dòng máy thuộc hệ thống Epilog Laser.
Khi nào hệ thống thoát khí bị lỗi?
Khi bậc công tắc khởi động cho hệ thống trợ khí và máy laser, nhưng cả hai vẫn không tiến hành cắt khắc được, bạn nên lắng nghe xem có âm thâm rò rỉ khí phía sau bộ dây cuộn thoát khí hay không? Và xem xét từng trường hợp sau đây:

Trường hợp 1:
Không có khí thoát ra từ vòi phun lên thấu kính
Không có khí rò rỉ sau máy
Không nghe tiếng rít thổi khí sau máy
Nếu hệ thống trợ khí máy laser của bạn nằm trong trường hợp này, vui lòng tham khảo hướng giải quyết A bên dưới:
Trường Hợp 2:
Không có khí thoát ra từ vòi phun khí lên thấu kính
Nghe thấy tiếng rít của khí thổi ra sau máy
Không thấy khí thổi trên bề mặt vật liệu khi cắt khắc
Hướng giải quyết A:
Bắt đầu xử lý bằng cách rút ống dây trợ khí ở sau máy ra. Đẩy phần trên dây gần ống lên cùng lúc kéo dây thoát khí ra.
Bật khởi động bình bơm khí cho đến khi thấy khí thoát ra từ ống dây. Khi khí đã thoát ra, nên xử lý các bước tiếp theo theo hướng giải quyết ở mục B (Phần 2).
Nếu khí vẫn chưa thoát ra được, nên xem xét coi hệ thống có bị tắt nghẽn hay không.
Cách kiểm tra tắc nghẽn khí:
Rút ống dây hệ thống thoát khí với máy nén khí và kiểm tra xem có khí thoát ra từ máy nén khí hay không?
Nếu có khí thoát ra từ máy nén khí thì lỗi là do ống dây tải khí và nên thay ống dây mới
Ngược lại, nếu không có khí thoát ra thì nguyên nhân là do máy nén bị lỗi và cần phải thay mới
Hướng giải quyết B

Để biết được hệ thống trợ khí máy laser bị lỗi hay không trước hết phải chắc chắn là hệ thống trợ khí đang bật.
Lưu ý: Nếu đang sử dụng máy khắc laser Epilog Mini 18 và không thấy tín hiệu khí phát ra từ hệ thống, vui lòng tham khảo hướng giải quyết A do máy này không được trang bị cảm biến để tắt hệ thống trợ khí nên lúc nào cũng ở tình trạng bật. Tuy nhiên nếu vẫn thấy lỗi, vui lòng liên hệ bộ phận hỗ trợ kỹ thuật để được tư vấn).
Đối với máy laser Mini và Helix được sản xuất trước tháng 4 năm 2010, bạn có thể bật hoặc tắt hệ thống trợ khí bằng cách ấn cùng lúc nút Stop và nút UP khi đang ở chế độ cắt raster. Ấn 2 nút STOP và POINTER trong quá trình cắt vector. Để thay đổi cài đặt hệ thống, sử dụng mũi tên lên (UP) - xuống (DOWN) và ấn GO để lưu cài đặt. Nếu đang dùng máy laser Mini và Helix xuất xưởng sau tháng 4 năm 2010, bạn có thể thay đổi cài đặt bằng cách ấn nút cấu hình “Config” trên máy sau đó ấn khóa Focus cho đến khi hiện ra bảng cài đặt hệ thống trợ khí.
Đối với máy laser EXT, ấn nút cấu hình (CON button) và ấn mũi tên xuống cho đến khi truy cập vào cài đặt hệ thống trợ khí. Trước khi cài đặt, phải chú ý xem con trỏ trên màn hình cài đặt nhấp nháy (báo hiệu hoạt động) hay không, sau đó sử dụng mũi tên trái phải để thay đổi cài đặt đối với cả cơ chế RASTER và VECTOR (nếu khắc một hoặc hai hoặc cả hai cơ chế trên thì nên bậc hệ thống trợ khí, nếu không thì tắt đi).
2. Khi đã cài đặt xong và nhìn thấy tín hiệu “yes”, thì bạn sẽ thấy có khí thoát ra từ vòi phun khi máy hoạt động (LƯU Ý: Nên mở cửa máy trong suốt quá trình hoạt động và phải chắc rằng luôn có khí thoát ra. Ở chế độ khắc vector, tốc độ hoạt động thấp nên việc cài đặt hệ thống trợ khí sẽ dễ dàng hơn. Nếu hệ thống trợ khí đã hoạt động bạn sẽ không thấy khí bị rò rỉ phía sau máy nữa.
3. Sau khi đã hoàn tất tất cả thao tác nhưng vẫn không thấy khí thoát ra từ vòi phun khí và có khí rò rỉ sau máy, vui lòng liên hệ ngay đội ngũ nhân viên hỗ trợ kỹ thuật của chúng tôi qua số HOTLINE 0902 961 825 để đổi mới bộ cảm biến trợ khí
Công ty chúng tôi rất hân hạnh được hợp tác và phục vụ Quý khách hàng.
Mọi thông tin chi tiết sản phẩm Quý khách hàng vui lòng liên hệ:
Công ty TNHH Đầu Tư Quốc Tế Việt Nam
Đ/c: Số 18 BT4-1 khu đô thị Trung Văn, Nam Từ Liêm, Hà Nội
Tel: 04 3566 6727 - 04 4450 8666 _ Hotline: 0912 817 066 - 0901 754 566
Website: maylaserhn.com/ maycnc.com
Hotline
024 35 666 727
Sale 1

Sale 2
Sale 3
Sale 4
Sale 5
 Sale 2:
Sale 3:
Sale 4:
Sale 5:
Sale 2:
Sale 3:
Sale 4:
Sale 5:


















